 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语
1.気化した切断。
レーザーガス化切断プロセスでは、材料の表面温度が沸点温度まで上昇する速度が非常に速いため、熱伝導による溶融を回避するのに十分であるため、材料の一部が蒸気に蒸発して消失し、スリットの底から補助ガスで材料を吹き付けます。流れが吹き飛ばされます。この場合、非常に高いレーザー出力が必要です。
材料の蒸気がスリット壁に凝縮するのを防ぐために、材料の厚さはレーザービームの直径を大きく超えてはなりません。したがって、このプロセスは、溶融材料の除去を回避する必要があるアプリケーションにのみ適しています。この処理は、実際には鉄基合金が非常に小さい領域でのみ使用されます。
このプロセスは、溶融状態にないため、材料の蒸気が再凝縮する可能性が低い木材や特定のセラミックなどの材料には使用できません。さらに、これらの材料は通常、より厚いカットを必要とします。レーザーガス化切断では、ビームの焦点は材料の厚さとビームの品質に依存します。レーザー出力と蒸発熱は、焦点位置に特定の影響を与えるだけです。シートの厚さが一定の場合、切削速度は材料の気化温度に反比例します。必要なレーザー出力密度は108W / cm2を超えており、材料、切断深さ、ビーム焦点位置によって異なります。一定のシート厚の場合、十分なレーザー出力を想定すると、切断速度はガスジェット速度によって制限されます。
2.溶かして切る。
レーザー溶融および切断では、ワークピースが部分的に溶融され、溶融材料が気流の助けを借りて噴霧されます。材料の移動は液体状態でのみ発生するため、このプロセスはレーザー溶融および切断と呼ばれます。
レーザービームは、高純度の不活性切断ガスとマッチングされて、溶融した材料を切り口から遠ざけます。ガス自体は切断に関与しません。レーザー溶融切断は、ガス化切断よりも高速の切断速度を得ることができます。ガス化に必要なエネルギーは、通常、材料を溶かすのに必要なエネルギーよりも高くなります。レーザー溶融および切断では、レーザービームは部分的にしか吸収されません。切断速度は、レーザー出力の増加とともに増加し、シートの厚さの増加および材料の溶融温度の増加とほぼ逆に減少します。特定のレーザー出力の場合、制限要因はスリットの空気圧と材料の熱伝導率です。レーザー溶融および切断により、鉄材料およびチタン金属の酸化のない切開を得ることができます。溶融を生成するがガス化を生成しないレーザー出力密度は、鋼材の場合、104 W / cm2〜105 W / cm2です。
3.酸化溶解切断(レーザー火炎切断)。
溶解切断は一般的に不活性ガスを使用します。酸素などの活性ガスに置き換えると、レーザー光線を照射して材料に点火し、酸素と激しい化学反応を起こして別の熱源を発生させ、さらに加熱する酸化溶融切断と呼ばれます。
この効果により、同厚の構造用鋼の場合、この方法で得られる切削速度は、溶融切削よりも高くなります。一方、この方法では、融着切断に比べて切断品質が低下する可能性があります。実際、それはより広い切り口、明らかな粗さ、熱影響部の増加、およびより悪いエッジ品質を生み出します。精密なモデルや鋭い角を処理する場合、レーザー火炎切断は適切ではありません(鋭い角が焼ける危険性があります)。パルスレーザーを使用して熱の影響を制限することができ、レーザーの出力によって切断速度が決まります。特定のレーザー出力の場合、制限要因は酸素の供給と材料の熱伝導率です。
4.フラクチャカットを制御します。
熱による損傷を受けやすい脆性材料の場合、レーザービーム加熱によって高速で制御可能な切断が実行されます。これは制御された破壊切断と呼ばれます。この切断プロセスの主な内容は次のとおりです:レーザービームは脆い材料の小さな領域を加熱し、この領域に大きな温度勾配と激しい機械的変形を引き起こし、材料に亀裂を形成させます均一な加熱勾配が維持されている限り、レーザービームは亀裂を目的の方向に導くことができます。
www.chinajema.com
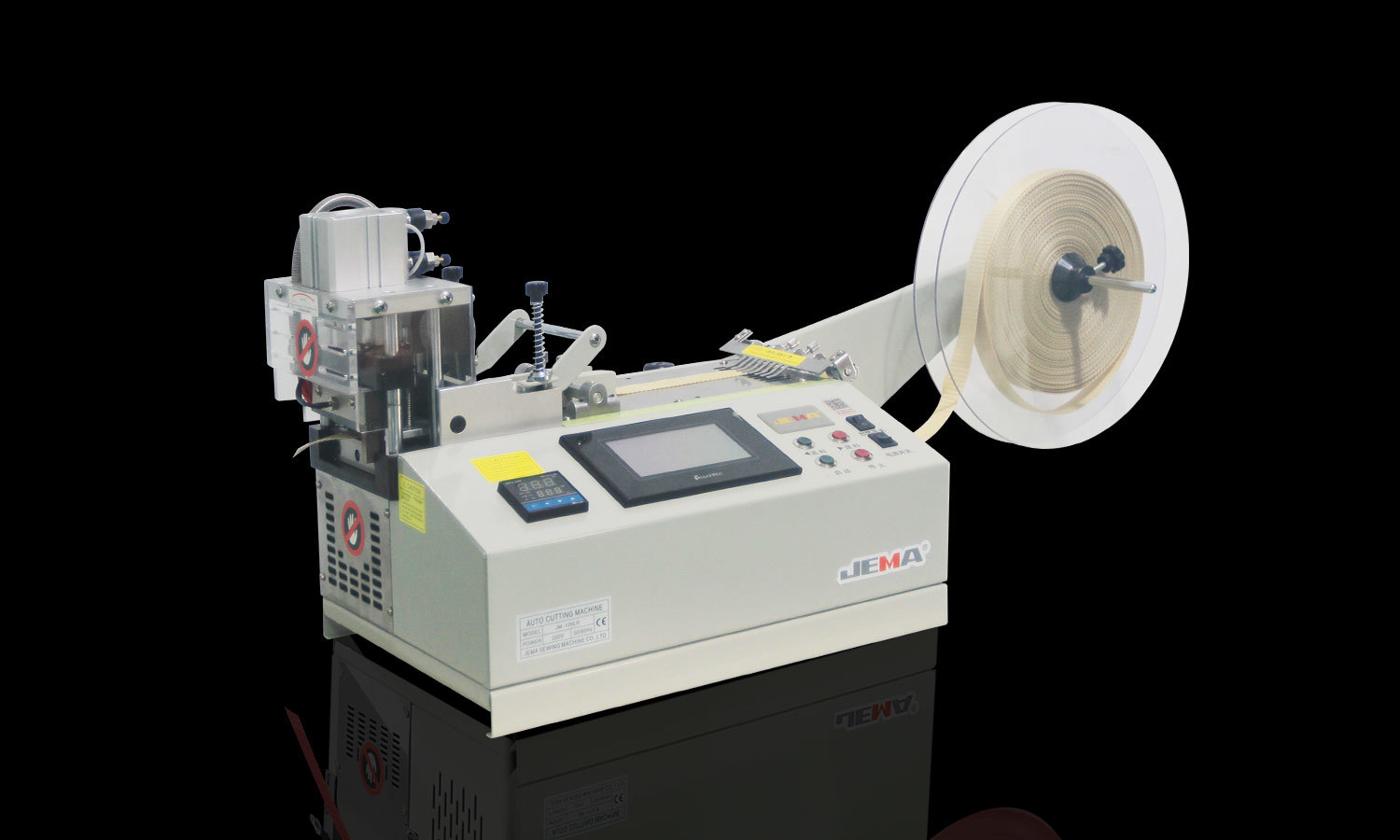
コンピューター化されたテープ切断機(冷赤外線および熱赤外線)JM-120HLR
全自動切断、簡単な操作、広い適用範囲、高い切断品質。 特徴 高速: 毎分70〜90個カットできます。 (例として50mmの長さを取ります) 高精度: 光電センサーは商標の切断線を正確に捉えることができ、毎回有効な切断長さを正確に制御できます。 滑らかな...
このシリーズの製品を見る
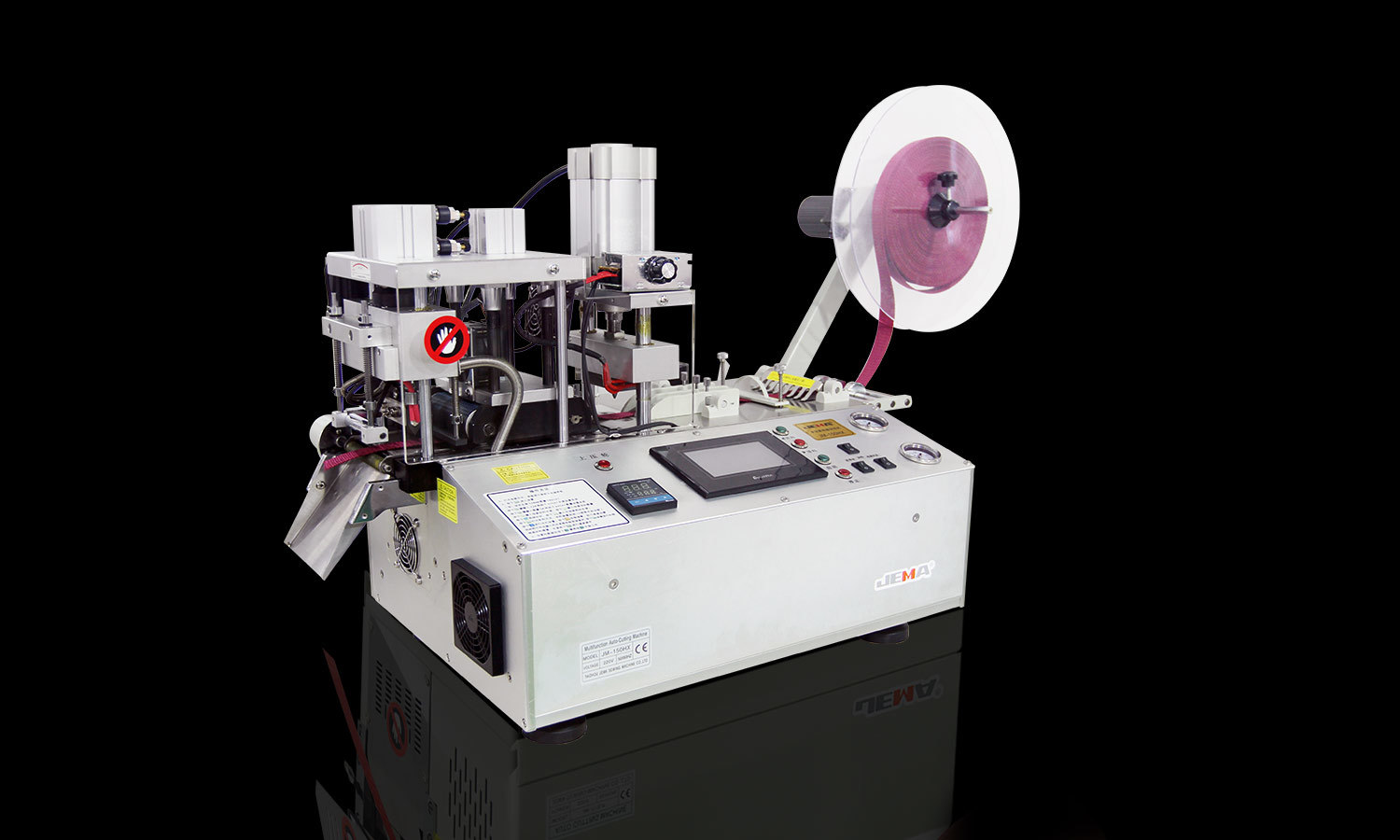
多機能コンピューターテープ切断機(コーナー)JM-150HX
全自動切断、簡単な操作、広い適用範囲、高い切断品質、滑らかな切断面、緩んだワイヤーなし。 特徴 高速 :毎分150枚カット可能(例として長さ50mm)。 高精度: 各カットオフはステッピングモーターによって監視され、各操作の高精度を保証します。光電センサーは...
このシリーズの製品を見る
レーザー切断機の原理は何ですか?
おすすめ商品
-
JM-120H")
コンピュータ化されたテープ切断機(ホットナイフ)JM-120H
全自動切断、簡単な操作、広い適用範囲、高い切断品質。 特徴 高速: それは毎分80-100個を切ることができます。 (例として50mmの長さを取ります) ...
-
配布テープ装置JM-120H / 300M")
コンピュータ化されたテープ切断機(ホットナイフ)配布テープ装置JM-120H / 300M
全自動切断、簡単な操作、広い適用範囲、高い切断品質。 特徴 高速 :毎分80-100個カットできます。 (例として50mmの長さを取ります) 高...
-
JM-130LR")
コンピューター化されたテープ切断機(コールドおよびホットナイフ)JM-130LR
全自動切断、簡単な操作、広い適用範囲、高い切断品質。コールドナイフまたはホットナイフで切断できます。 特徴 高速: 毎分170個カットできます。 (例として...
-
JM-1-1")
高速布ボール盤(暖房)JM-1-1
特徴 この機械は、衣料品製造に欠かせない特殊機器のひとつです。綿、羊毛、麻、絹、化学繊維、その他の布地に刻印穴を開けるのに適しています。 機械は小型、軽量、操作が簡単です。穴あけと印...
©2021 台州JEMAミシン株式会社 カスタム弾性テープ切断機メーカー
